


新闻资讯

碳化硅陶瓷的磨削去除方式及质量控制
新闻来源: 发布日期:2018-03-23 11:13:12发布人:佳日丰小张
碳化硅陶瓷材料具有硬度高、强度高和耐高温等优异性能,被广泛运用于化工、矿业、航空航天、汽车和微电子等工业领域。在加工过程中,陶瓷材料常需要进行钻孔和开槽等工序,而碳化硅陶瓷具有较高的硬度及较低的断裂韧性,是典型的难加工材料。对于碳化硅陶瓷的加工,国内外研究主要涉及碳化硅陶瓷的磨削工艺和加工效率等,鲜有关于碳化硅陶瓷的具体磨削去除方式及加工质量的研究报道。本文采用烧结金刚石钻头对碳化硅陶瓷进行磨削钻孔,通过理论计算及试验观察的方式,获得碳化硅陶瓷的磨削去除方式,并通过施加预紧力的工艺装置较大程度地减小孔出口的崩豁和裂纹,从而改善孔加工质量,获得最优预紧力及其理想范围。
一、试验
1)、试验材料及设备
试验采用烧结金刚石钻头,其结构如图1所示,由工作层、过渡层和金属基体等三部分组成。工作层为金刚石磨粒与金属结合剂混合的压制层,金刚石磨粒包裹于结合剂中,从而实现对工件材料的磨削;过渡层由结合剂粉末组成,不包含金刚石,牢固连接基体与工作层;基体由45#钢经机械加工而制成,起支撑工作层的作用,同时便于装卡工具。烧结金刚石钻头工作层高度为6mm,外径为20mm,内径为16mm,水口数为2个,金刚石粒度为50/60(直径为250μm),金刚石磨粒的浓度为50%(0.44g/cm3,400%浓度制)

图1 烧结金刚石钻头结构
试验采用的碳化硅陶瓷工件为正方形,质量分数为99.5wt%,断裂韧性为3.9MPa·m1/2,维氏硬度为26GPa,工件厚度为10mm。
在ZXL-20型钻铣床上进行试验,其额定功率为750W,加工时采用水冷却,冷却液压力为0.3MPa,冷却液流量为120cc/s。试验采用JSM-6300型扫描电镜观察碳化硅陶瓷的孔加工表面,为了确保试样的导电性,观察前对加工表面进行喷金处理。
2)、预紧力工艺装置
针对钻头加工碳化硅陶瓷出现的裂纹及崩豁现象,设计了由上压板、上垫板、下垫板及夹具体组成的预紧力工艺装置,装置示意图见图2。
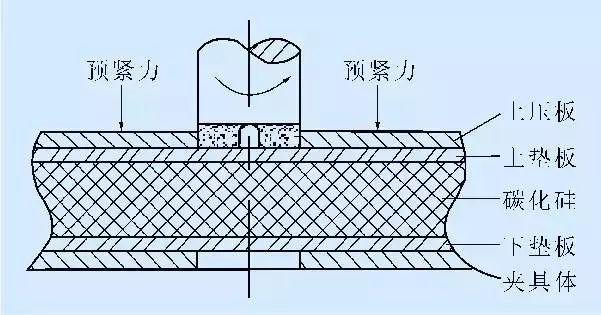
图2 预紧力工艺装置
试验采用的垫板材料为PVC硬塑料板,其弹性模量为2300-2500MPa,厚度为2mm。采用M12粗牙普通螺纹螺栓实现预紧,通过BK-282002测力矩扳手拧紧力矩来控制预紧力的大小,观察碳化硅陶瓷的孔加工质量,选择最优预紧力。
二、结果分析
1)、磨削去除方式分析
由压痕断裂力学模型可知,在陶瓷磨削过程中,当对单颗磨粒施加的法向载荷大于由陶瓷材料本身决定的单颗磨粒临界切削载荷时,碳化硅陶瓷片将会产生裂纹,当裂纹扩展至自由面时,陶瓷材料发生脆性断裂,从而形成切屑。当对单颗磨粒施加的法向载荷低于由陶瓷材料本身决定的单颗磨粒临界切削载荷时,裂纹不会产生更不会扩展,磨粒使材料发生塑性变形。
本文通过计算比较烧结金刚石钻头单颗磨粒受到的平均载荷及由碳化硅本身决定的单颗磨粒临界切削载荷时,来判断碳化硅陶瓷材料的磨削去除形式。
①单颗磨粒受到的平均载荷
假定金刚石磨粒为圆球体,设1cm3单位体积的钻头工作层内所包含的金刚石颗粒数为nv,则有
(1)、式中,C为金刚石浓度;ρ为金刚石密度;d为金刚石颗粒平均直径。
在加工过程中,烧结金刚石钻头不断磨损,金刚石磨粒随之脱落。设金刚石磨粒在没有脱落时,金刚石磨粒的最大出露高度占其直径的比例为k,由文献可知,在钻头工作层表面,金刚石磨粒的最大出露高度不大于其直径的三分之一,且k≤30%。从微观层面上来看,每个金刚石磨粒都不在同一个层面上,设1cm3单位体积内包含的金刚石磨粒层数为mv,则有

(2)、设烧结金刚石钻头工作层上1cm2单位面积上所包含的出露金刚石颗粒数量为N0,则有
(3)、由于在加工过程中,出露金刚石磨粒不同时工作,设参加工作的金刚石颗粒占出露金刚石颗粒的比例为ξ,文献表明,ξ≤26%。那么在1cm2单位面积上参加工作的金刚石颗粒的数量Nξ为
(4)、设作用在烧结金刚石钻头工作面上的轴向进给载荷为P,那么作用在工作面的1cm2单位面积上的轴向进给载荷P0可表示为

(5)、式中,S为烧结金刚石钻头工作面的总面积;D1、D2分别为烧结金刚石钻头的外径、内径;N为钻头的水口数;b为钻头的水口宽度。
所以,在烧结金刚石钻头的工作面上,单颗金刚石磨粒受到的平均载荷为

(6)、在试验条件下,轴向进给压力通常大于695N(取最小值695N);金刚石密度为3.52g/cm3;金刚石粒度为500/60(直径为250μm);金刚石浓度为50%(400%浓度制,0.44g/cm3);金刚石没有脱落时的最大出露高度占金刚石直径的比例k取最大值30%;参加工作的金刚石颗粒占出露金刚石颗粒的比例ξ取最大值26%;钻头外径、内径分别为20mm、16mm;钻头的水口数为2,水口宽度为2mm。根据以上参数,结合式(6)对试验条件下钻头的单颗金刚石磨粒受到的平均载荷进行计算,得到为22.20N。
②单颗磨粒临界切削载荷
由压痕断裂力学模型可知,产生裂纹的临界切削载荷P1可表示为
(7)、式中,ζ为一无量纲常数;f(E/H)为一衰减函数,ζf(E/H)≈2×105;Kc为陶瓷材料的断裂韧性;HV为陶瓷材料的维氏硬度。
试验条件下的碳化硅陶瓷(99.5wt%),其断裂韧性为3.9MPa·m1/2;维氏硬度为26GPa;根据式(7)对单颗磨粒的临界切削载荷P1进行计算,得到P1为2.63N。
通过比较,试验条件下的单颗金刚石磨粒承受的平均载荷远远超过碳化硅陶瓷的临界切削载荷,所以在试验条件下碳化硅陶瓷的材料去除以脆性断裂的方式为主。
在碳化硅陶瓷材料磨削去除的过程中,还伴随塑性变形的去除方式。这是因为金刚石磨粒与陶瓷产生周期性的剧烈冲击、挤压及摩擦,产生大量的交变热应力及机械应力,金刚石磨粒在应力不断磨损的持续作用下,发生局部微破碎甚至大面积破碎现象,使得金刚石磨粒与陶瓷的接触面积增大,单颗磨粒所受到的平均载荷降低,当平均载荷低于碳化硅陶瓷的临界切削载荷时,陶瓷材料发生塑性变形。
(a)100×
(b)1000×
图3 碳化硅陶瓷磨削表面
利用扫描电镜对碳化硅陶瓷的加工表面进行观察发现,其表面存在发生脆性断裂破坏形成的凹坑及长短不一的沟槽、划痕,且凹坑所占比例较大(见图3)。一方面,大量的陶瓷晶粒与晶粒块以崩碎切屑的方式从陶瓷表面上脱落,导致陶瓷材料发生微破碎现象,从而在碳化硅陶瓷的加工表面留下大量凹坑,表明碳化硅陶瓷的材料去除主要以脆性断裂的方式为主;另一方面,陶瓷磨削表面也存在一些沟槽及划痕,表明碳化硅加工表面也伴随着塑性变形现象。磨削表面是多个磨粒共同作用的结果,既表现出典型的脆性断裂特征,也存在一定的塑性变形现象,这与理论分析的结果相一致。
2)、预紧力的设计与优化
碳化硅陶瓷在钻孔过程中,出口处容易发生崩豁现象,其形状类似圆锥体,因此选择圆锥体的扩口圆直径D与孔径D0的比值l(l=D/D0,崩豁比)和锥体高H(崩豁深度)作为不同预紧力条件下孔加工质量的评价参数见图4。相同轴向压力及主轴转速条件下,崩豁比及崩豁深度小,说明此预应力条件下孔加工质量好;崩豁比及崩豁深度大,则说明此预应力条件下孔加工质量差。为了减小试验误差,测量多点取平均值。试验前使用氧化铝砂轮对烧结金刚石钻头的唇面进行磨削开刃,确保钻头处于正常工作状态。
(a)崩豁比l
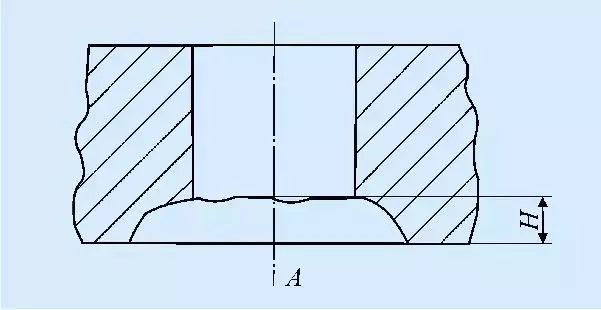
(b)崩豁深度H(mm)
图4 孔加工质量评价参数示意图
在试验条件下,预紧力的大小设置为12800-16800N。轴向压力设置为750N,主轴转速设置为2600r/min。
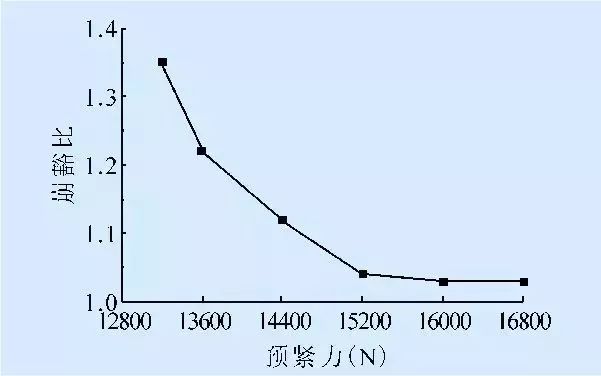
(a)预紧力对崩豁比的影响
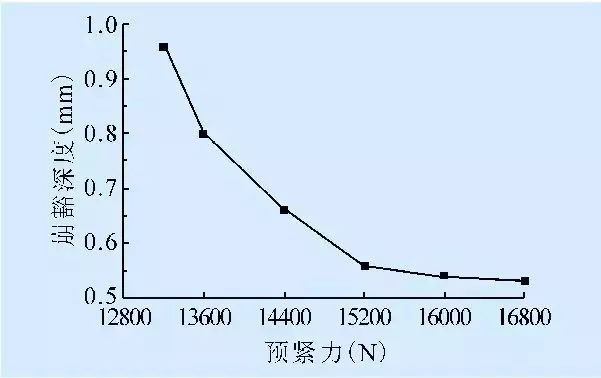
(b)预紧力对崩豁深度的影响
图5 预紧力对孔加工质量的影响
图5a和图5b显示了不同预紧力对崩豁比和崩豁深度的影响。由图可见,当预紧力不断增大时,碳化硅陶瓷的崩豁比和崩豁深度不断减小,孔加工质量越来越好,这是因为在加工过程中,烧结金刚石钻头对陶瓷工件底部未钻削的一层陶瓷材料具有挤压作用,使其发生拉伸破坏现象,当预紧力不断增大,将会不断平衡未钻削陶瓷材料受到的拉伸应力,孔出口的崩豁程度逐渐减小,从而降低了陶瓷孔口的崩豁比和崩豁深度,获得了较好的孔加工质量;但是当预紧力增大至15200N时,崩豁比和崩豁深度降低幅度较小,这是由于当钻头对陶瓷工件底部最后一层陶瓷材料不断地钻削深入,钻头对陶瓷工件最后一层陶瓷材料产生的拉伸应力逐渐增大,但是此时预紧力的增量幅度难以完全平衡最后一层陶瓷材料所受的拉伸应力,只能继续逐渐小幅降低陶瓷工件出口处的崩豁比和崩豁深度,孔出口的加工质量改善幅度不是特别明显。
为降低崩豁比和崩豁深度,分别施加18400N及20000N的预紧力,结果显示当预紧力为18400N时,其崩豁比和崩豁深度的大小与预紧力为16800N时的大小基本没有变化,即孔加工质量基本没有变化;而当预紧力为20000N时,碳化硅陶瓷发生破碎现象,这主要是由于试验时预紧力装置的预紧采用普通螺纹螺栓来实现,螺纹螺栓与碳化硅陶瓷材料不能保持完全垂直的方向,所以在施加预紧力时容易对碳化硅陶瓷产生弯矩,当预紧力增大时,弯矩也会增大,当弯矩增大至一定范围时就会使碳化硅陶瓷产生破碎现象。因此,在试验条件下,考虑到试验的安全性以及施加预紧力的可操作性,预紧力为15200-16800N时,使用烧结金刚石钻头加工碳化硅陶瓷时产生的崩豁比和崩豁深度较小,获得的孔加工质量较好,且最优预紧力为16000N。
小结
1)、理论分析表明,试验条件下单颗金刚石磨粒的平均载荷远大于碳化硅陶瓷的单颗磨粒临界切削载荷,碳化硅陶瓷材料主要以脆性断裂的方式去除,并伴随塑性变形现象。
2)、试验观察发现碳化硅陶瓷磨削表面存在沟槽、划痕及大量凹坑,脆性断裂特征明显,同时存在塑性变形现象,试验结果与理论分析一致。
3)、施加预紧力有助于改善碳化硅陶瓷的孔加工质量,预紧力为15200-16800N时,孔的崩豁程度较小,孔加工质量较好,最优预紧力为16000N。

电话:0755-29304991
地址:深圳市龙岗区坪地街道六联社区长山工业区168号A6栋4楼
传真:0755-22140591
邮箱:company@qq.com

 ©2019 深圳市佳日丰电子材料有限公司 版权所有 | 粤ICP备13037654号
©2019 深圳市佳日丰电子材料有限公司 版权所有 | 粤ICP备13037654号